
镍锌软磁铁氧体杯型磁芯的生产要点
镍锌软磁铁氧体杯型磁芯的生产要点
摘 要:本文介绍了近期兴起的镍锌软磁铁氧体杯型磁芯的生产要点及模具设计方法 ,重点解决生产过程中产品变形问题,通过系列工艺处理,生产的产品各部位的密度比较均匀,烧结后产品变形小,完全能满足客户的使用要求。
1.前言
随着通讯及家电产品不断向小型化 ,精密化,高组装密度方向发展 ,产品内的抗电磁干扰要求越来越严格。为此,高端电子产品往往在设计方面通过各种方式防止电磁干扰,其中在电感磁芯外面加一杯型产品罩住整个电感磁芯 :一方面能提高电感磁芯的电感量;另一方面能起到—个很好的磁屏蔽作用,防止各电子元件在机电产品内的互相干扰。
由于该类产品一般壁薄 、腔深,利用普通的粉料和成型工艺往往容易引起产品较大的变形,直接影响到产品的外观.装配和品质,客户难以使用。本文就以上存在的问题 ,通过采用不同于普通产品的生产工艺方法 ,做出合格的杯型产品。
2.粉料工艺方法的探索
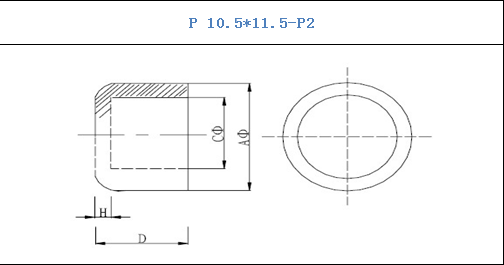
镍锌软磁铁氧体粉料的制作方法传统的生产方式是采用机械造粒,由于杯子产品壁薄 、腔深 ,例如:磁丰公司制作的产品有一款磁芯为P 10.5*11.5-P2,磁芯外径为 10.5mm,磁芯高度为11.5mm,而磁芯壁厚仅为1.05mm。
由于传统机械造粒的颗粒形状不规则,流动性差,一般流动角>32,颗粒较粗,一般颗粒分布在35~100目。对于此类壁薄且腔深的产品在成型填料时很难填满模腔,且连续生产时,填料很不均匀,因此,烧结后产品尺寸相差较大。为了改善粉料颗粒流动性差的问题,需采用另一种生产工艺——喷雾造粒。喷雾造粒能将粉料颗粒的流动性控制在<30~,流动性好,同时颗粒铰细且分布比较合理,—般颗粒分布在60~150H。通过喷雾造粒解决了产品成型时填料一致性均匀性问题,但是仍有一个重要的问题——产品变形。因为产品壁薄且腔深,产品易于变形。经综合分析,产品变形比较典型的是杯口和杯底大,杯身小,俗称 “细腰”
变形。
此类变形在表观上分析主要是在成型的过程中,因产品高度太高,且壁薄,同时,因产品是半封闭式的,压制时难以上下均匀用力,因此 ,压力不能均匀分布,特别是在产品中部偏向杯底部分,压力最小,收缩最大,形成明显的 “细腰”形产品。
经过多次实践和工艺改进 ,最终我们从两方面着手解决此问题:一方面减小粉料的收缩率 ,使粉料压制烧结后收缩率变化不明显,从而缓解并改善变形;另一方面通过改善成型的压制方式 ,确保压制时产品各点密度均匀。
下面分别对这两方面进行详细的描述 :为了减小粉料的收缩率我们采用了多种方法进行,如采用收缩率较小的原材料,增大粉料的颗粒度,以及提高粉料的预烧温度。在多次试验对比下最佳的方式是提高粉料的预烧温度,当然粉料的预烧温度不是越高越好 ,预烧温度太高,粉料烧得太硬 ,没有活性 ,则喷雾造粒时粉料不吸胶 ,成型时粘结力不够 ,成型生坯强度太差易破损,若粉料预烧温度太低,则达不到预期的目的,经反复多次实验,我们最终确定预烧温度比正常粉料的预烧温度提高约100℃。在这样预烧温度下粉料吸胶性能正常 ,产品烧结收缩比 (生坯尺寸:熟坯尺寸 )由正常的1.15 1.16下降N1.12—1.13,对产品的收缩变形有较大改善。
3.模具设计及压制
通常的产品压制是中模固定式结构 ,因上模的插入量受到限制,成型壁薄,高度较高,上模插入量少,各部位的密度无法获得均匀。相反如采用中模浮动式结构,可以增大上模的插入量 ,这样成型体上下密度也会比较均匀。
4.结论
通过采用喷雾造粒制粉 ,提高粉料预烧温度,改变模具设计及压制方式等几方面的处理 ,使成型毛坯的各方面密度比较均匀,烧结后几乎没有变形,完全能达到客户使用要求。
综上 ,我们将这一系列的改进措施进行规范整理 ,很快进行量产,生产出优质的产品,形成又—个经济增长点。


同类文章排行
- 铁氧体系列之软磁材料磁环的发展历史
- 我们是逆变器厂家首选的贴片电阻,电感厂家
- 东莞磁丰电子承诺绝不给客户使用再生磁环
- 如何通过外观辨别磁环材质
- 引起电磁干扰的因素
- 中国磁环市场分析
- 为什么编带磁珠要使用镀锡铜线?
- 铁氧体磁环在EMI抗干扰领域的应用
- 铁氧体磁芯结构对其功耗的影响
- 什么是电磁兼容性
最新资讯文章
您的浏览历史

